Complementary
Automation



A 'Fehlmann Versa 825' was converted into a production cell with part-specific automation by FMB Maschinenbau.
After a visit from Andreas Brunhofer, Product Specialist Automation at Gressel, a small flyer was lying inconspicuously in the production area of FMV from Keltern-Dietlingen. For Till Würtemberger, one of the managing directors of the contract manufacturer, flying over the flyer was the starting point for an automation solution that would massively increase runtimes.
The machines in manufacturing companies have to run. And the higher the investment, the more urgent this is. Production cells belong in this higher category, especially as robots, handling and storage systems, clamping device stations and parts trolleys are often integrated. FMV also has an immersion tank and a dryer for parts cleaning. The production cell from FMB Maschinenbau in Faulbach was thus customised for the processing of cooling plates for the semiconductor market. A business that knows boom times and lulls. But what happened when there was another downturn? Did the system then stand still? This is where the flyer from Gressel came into play, which - alternating with part-specific, serial handling in the cell - describes automation for parts of any shape in small and medium batch sizes. FMV has been manufacturing cooling plates for the semiconductor market since 2009. In 2016, these became the company's first product group to reach a volume that made automation appear economical. What today amounts to up to 10,000 units per year was less back then, when the decision to automate was made, but it already showed that the planned system would be utilised to capacity for the next few years. Until then, the cold plates had been manufactured using a 5-axis and a 3-axis machine that ran around the clock. "We realised that we couldn't simply scale up the existing processes and operate twice as many machines for twice as many parts. This was not possible for reasons of space alone. Nor in terms of personnel, with whom we could not easily introduce a two-shift model." However, with the decision in favour of automation, it was also clear that the system should not stop after processing the cold plate orders. Instead, it should be possible to process other parts as an alternative to the cold plates. This was the balancing act that FMV faced during Brunhofer's visit. "When I looked at the small brochure, I knew immediately that we needed it," says Würtemberger.
Three pillars
FMV, founded in 1976 as a toolmaker for the stamping industry in the Pforzheim area, today has three main pillars: In addition to cold plate production including machining, welding, soldering and final pressure and leak testing, the second is the contract manufacturing of milled parts for mechanical engineering, where services such as hardening, grinding, eroding and surface finishing are also provided. FMV's core competence here lies in the machining of non-ferrous metals such as aluminium and copper, but also plastics, which includes the prototype phase with quantities of 1 to 10 and small series production. "The solution that we have developed with Gressel and FMB requires hardly any set-up work. "Till Würtemberger, FMV
"Our third mainstay is the production of sensor housings, which covers a wide range of products in large quantities," explains the Managing Director. "For one sensor manufacturer, for example, we produce aluminium housings for light barriers. The quantities here amount to several thousand a year, with dozens of different types." Due to the size of the parts, the clamping situation and the initial investment, only part handling was an option for the automation of cold plate production from the outset. The workpiece-specific approach is also due to the fact that FMV works with vacuum clamping devices that cannot be palletised. While the handling was therefore tailored to the cold plates, neither the exact dimensions nor the clamping situation were known for the alternative parts. "We therefore needed a system with which we could react to different clamping situations and part sizes with little effort. Somehow, it had to be possible to economically cover quantities between 10 and 50 when handling, teaching and setting up," emphasises Würtemberger. "The R-C2 flyer showed us the solution. It was clear: with this vice automation via robot and R-C2 module, 50 per cent plus of our work can be covered because everything is always the same on the machine side. I only have to take care of the chucking, but only need a solution for half of the parts. The solution that we then developed with FMB and Gressel also requires hardly any set-up work." The handling of the different groups of parts is now clearly separated in Keltern-Dietlingen. In the case of the cooling plates, it begins with the provision on a trolley located in the cell. From here, a pneumatic gripper picks up a component and loads it into the machine. After processing, the plate is removed and cleaned. To do this, the robot immerses it in a cleaning basin that is integrated into the cell. Adhering chips are removed so as not to damage the component in the subsequent turning station. The part is first parked in this station before being inserted and processed again. Once this step is complete, the next steps are removal, cleaning, turning and insertion.
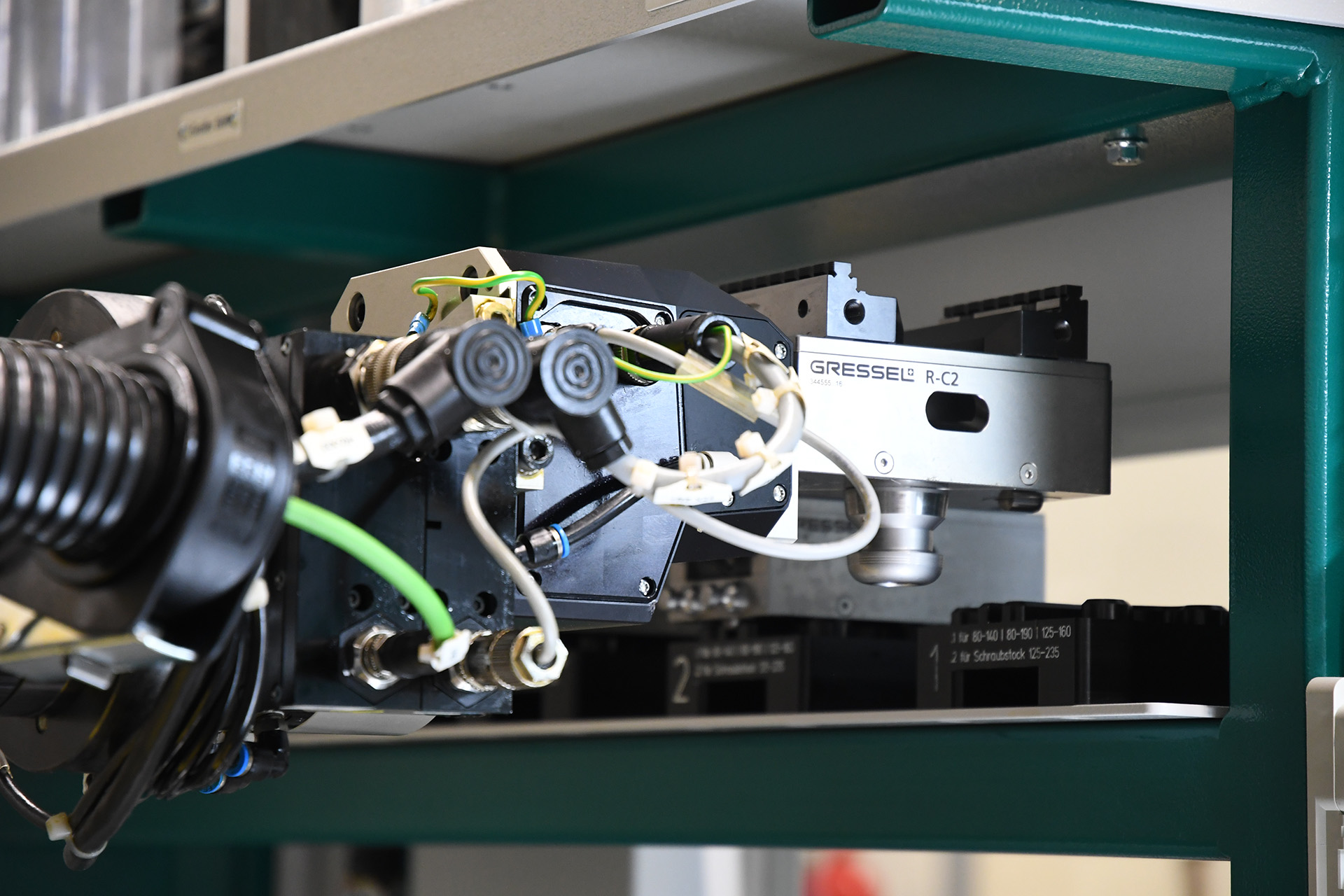
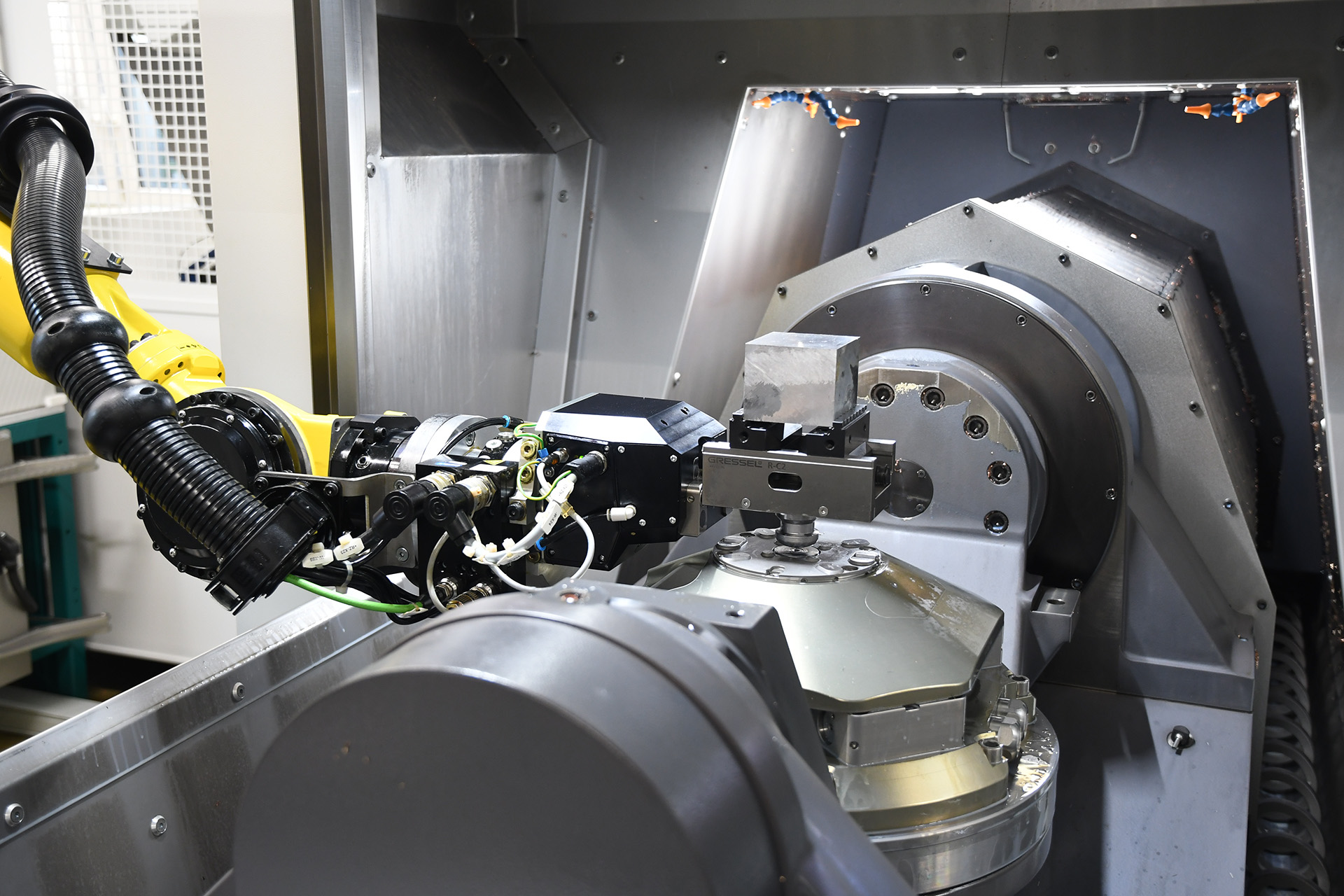
The robot places the component on the machine's zero-point clamping system via the R-C2 module and picks up a centric clamp from the station.
Finally, the side that has already been processed is finished. While the robot loads the next component into the machine and the part goes through the first work step, the finished component is thoroughly cleaned and dried and placed on the trolley. "When working with the R-C2, we use a vice garage in which we can store six centric clamps," reports Würtemberger. "These can be six identical ones or three pairs of two identical ones each. The sizes we use are the R-C2 80 L-140 and the R-C2 125 L-160, whereby we cover 80 per cent of our range of parts with the 80 L-140 centric vice. The parts that we typically machine have dimensions of 40 x 40 x 80 mm." The system itself is designed for geometries of 12 x 20 mm with any length up to 220 x 150 x 400 mm. The robot can handle up to 70 kg, but this depends on the distance to the sixth axis. The R-C2 system is designed for vice handling with 30 kg and for pallets with 50 kg.
The system is operated via two interfaces. "On the first screen, I define everything that has to do with the part: Which base body of the vice do I want to use? What kind of vice jaws do I have on it? How high is the part? What dimension does the vice need to grip?" explains Würtemberger. With these four pieces of information, he has already defined everything concerning the part. "I then enter the information about the parts trolley on the second screen. All I have to do here is define the grid dimension X and Y of the parts and the position at which I want to pick them up. Then I press Start and off I go. With a bit of practice, it takes a quarter of an hour. If a jaw change is necessary, it just takes a little longer. However, the large gripping range compared to a pneumatic gripper means that manual intervention is much less necessary."
As soon as the component- and carriage-specific details have been agreed and Start has been pressed, the robot travels through the vice garage and scans whether the correct base body is in the correct place. If it is certain that no collision can occur, it picks up the base body, loads it and waits in front of the machine until it can insert it. The robot then leaves the machine room again. "With us, the machine is the master, it controls the cell and gives the robot the signal to prepare the next component. While the first component is being processed, the robot picks up the second vice and the second part and then places them in the preparation station. Now there is a permanent changeover from this station."
"The decisive effect of R-C2 automation today is the intended one: we use it to prevent machine downtimes," summarises Würtemberger. "We are bridging the gap during a trough, which can last six or nine months in the semiconductor market, because the system fits in perfectly with our other customers and their range of parts." At the same time, vice automation enables the economical production of series of different sizes.
Workpiece automation R-C2
The R-C2 workpiece automation is the solution between pallet automation and robot direct loading, as Gressel vice automation combines both advantages. This means considerably less set-up work and much more flexibility. With an R-C2 automation system, the employee can work extremely efficiently during the day without any waiting time losses and build up a worklist (workpieces fed in, blanks in the magazine, set-up tools) in the automation system. This worklist is processed by the machine during the day and also unattended at night. "We can also optimise the last second for specific parts, which makes us particularly competitive with larger batches." Of course, the robot requires a certain amount of programming. However, because FMV has put a lot of work into the user interface with FMB, this additional effort is worthwhile even for small quantities. In any case, it is economical to run similar parts automatically in the evening or at night. "We can't process different parts at night, which is not due to the R-C2, but to our system," says Würtemberger. "We don't have a higher-level job shop manager with which we can realise changing parts. However, this only makes sense for a system that works exclusively with R-C2 automation in order to cover everything and maximise runtimes."
This means that the Managing Director is already looking ahead, as a 6-sided station is a central point of further cooperation between FMV and Gressel. FMV is currently examining two basic approaches here: The first is the automation of a next machine exclusively with the R-C2 system and a 6-sided station, making unmanned 6-sided machining possible. "This is the more likely step, because the existing systems will probably mainly be utilised with the cooling plates over the next few years," estimates Würtemberger. "Alternatively, we could commission the 6-sided station on an existing system. For example, at the end of a product life cycle, when it is clear that the parts for which the cell was designed will no longer be produced or will no longer be produced to the same extent."
As soon as a cell works 70% of the time with the R-C2, a 6-sided station makes sense. If the cell is repurposed in this way, even more can be optimised for the R-C2, for example in terms of holding different parts. It remains to be seen exactly what the solution will look like. "In any case, the R-C2 is perfect for us," says the Managing Director. FMV has been working with Gressel since the 1980s due to the impressive quality, the durability of the products and a spare parts supply that is adapted to the long service life. However, this was the first joint automation project. That's why Würtemberger didn't have a flyer yet ...
R-C2 automation prevents machine downtimes and enables cost-effective production. Automation solution from Gressel and FMB at contract manufacturer FMV ensures shorter set-up times and unmanned machining.
Andreas Brunhofer
Product Specialist Automation
latest
articles
Everything you need to know summarised for you in a BLOG.





