Automated
Workpiece handling



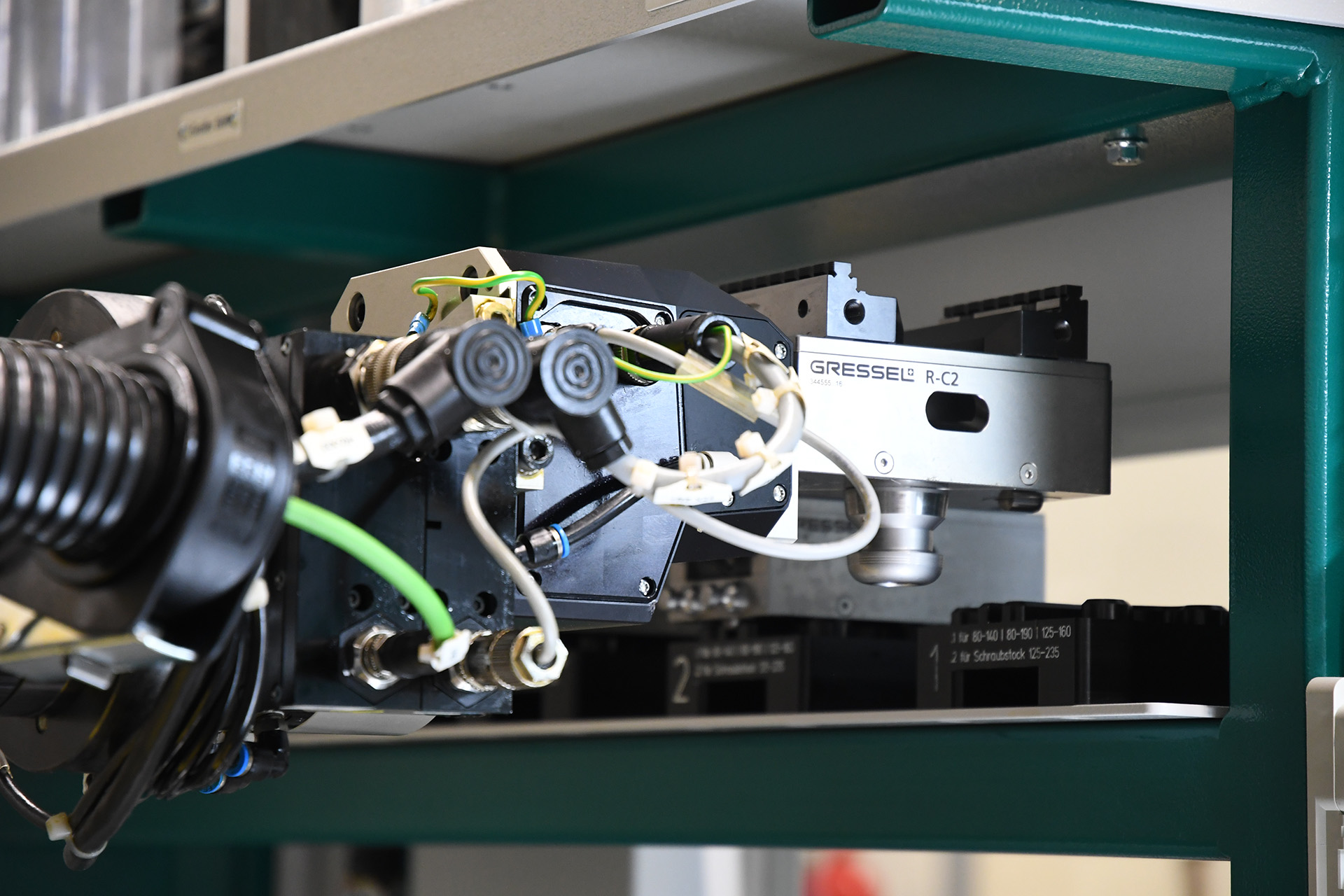
The production cell in its entirety: The "R-C2" vice automation system from Gressel and the "Robobox" from Spinner Automation handle the workpiece handling for the "Spinner U1530".
When buying a new machining centre, you usually start with the range of parts and then think about the tools and, if necessary, the automation after the machine. The "R-C2" vice automation from Gressel and the "Robobox" from Spinner Automation show that it sometimes makes sense to put the cart before the horse: Fichtner CNC-Technik invested in a complete package with a five-axis "Spinner U1530".
"We are a small company that now has eight employees. When we were founded ten years ago, we specialised in milling small, complex special parts," reports owner Julian Fichtner. "Gradually, we broadened our focus and now also manufacture small series. With a few exceptions, we cover everything technologically." Depth of production, in other words. The aim is to stand out from the competition with high-precision, delicate components. In addition to the domain of 3- and 5-axis milling, Fichtner is also developing further in turning. The company recently invested in a new turning machine. At present, 90 or 95% of milled parts are produced, and 5 to 10% are turned parts. "The customers for these parts mainly come from the special machine construction sector. We also serve a wide range of customers from the food industry, the cosmetics sector and medical technology." One customer from the special machine construction sector, for example, is a large injection moulding company. This was also the initial customer for the automation project.
Automating complex workpieces?
Admittedly: Until then, Fichtner had tended to hold back on investments in automation. Nevertheless, he followed developments in this field very closely. "Robot technology has been around for years. However, I could never imagine investing in it because automation was based on prism grippers. For a long time, it was also said that only round parts could be automated," he says. "Consequently, I would have had to equip my 5-axis machine with a prism gripper. But we often produce complex individual parts. How was I supposed to get these parts out of the machine without huge effort?"
Multi-track driving
The issue of automation then became acute through the special machine manufacturer, which also produces hydraulic components for injection moulding machines. The background: "We had been supplying this manufacturer with special parts and devices for years. During the Covid-19 period, he approached us to see if we could machine cast steel parts for him. These parts would be very difficult to produce on his fully automated machines. The idea was for us to buy in continuous casting blanks, machine them and keep his production running." For a while, Fichtner took over the processing from the customer, at that time on two machines. When a new decision had to be made after Covid-19, the special machine manufacturer was so convinced of the quality that he wanted to continue manufacturing in Gunzenhausen. "We hadn't done much with castings up until then. Especially not series production," says Fichtner, describing some of his considerations." He was now asked to analyse his entire range of parts to see what could be automated. The idea was to use a new production cell to produce the cast parts as recurring small series in the second or third shift, with complex individual parts being produced on the machine during the day.


The Robobox works with five drawers that can hold a wide variety of parts. Fichtner considers the automation solution to be extremely easy to operate.
The solution from the showroom
The decisive factor remained. By this time, Fichtner had already come across Gressel vice automation. With great enthusiasm, as he emphasises: "At the time, Gressel was the only manufacturer that automated via vice. The flexibility it offered was the deciding factor: I wanted a machine with this system. At the same time, I wanted to buffer as many parts as possible." The pallet changer has been a mega solution for decades, "but then I would have needed dozens of pallets and vices, which is very expensive." In this situation, chance also helped a little: "I visited Spinner Automation's in-house exhibition in Hösbach. That was still in the middle of the Covid-19 era. Back then, my customer had already told me that if I wanted to take over the series, I would have to do it soon." There were just three or four months left to put a suitable system into operation. "So I quickly bought an automation cell from the showroom, consisting of an R-C2 vice automation system from Gressel and a Robobox and U1530 from Spinner." While the R-C2 system enables unmanned 6-sided machining using a robot-guided R-C2 module, R-C2 centric clamp, "Vero-S" console and 6-sided station, the Robobox works as a universal robot cell with five drawers for holding parts. The U1530 is designed as a 5-axis machining centre in travelling column design with travels of 1530 x 530 x 465 mm (X/Y/Z). Spinner Automation and BG Werkzeugmaschinen installed and commissioned the cell - including the vice automation - before the deadline.
Easy handling, simple operation
Today, in his daily work with the cell, Fichtner always analyses the shape of a raw part first in order to determine the best way to handle it. It is then placed in one of the five drawers, for which moulding systems are sometimes manufactured so that the parts fit precisely in the Robobox and the Fanuc robot has an exact reference plane. Based on the size of its parts, Fichtner has customised the storage areas and implemented a smaller grid in the upper drawers. As soon as the parts are placed in the Robobox, an employee at the control panel agrees the size and position of the component and the corresponding vice. This also includes the appropriate jaws. Once the programme has been selected, the robot knows its component-specific task. The U1530, which is equipped with the console for adapting the Gressel vices, is now supplied with parts unmanned by the Robobox with R-C2 automation. After machining, the parts are placed back in a drawer. This procedure is used for 90% of the parts. In exceptional cases, an employee carries out certain inspection work after the parts have been retrieved and inserted. Five vices in three different sizes are used for unmanned processing. Parts weighing up to 30 kg including vice and jaws can be handled.
Producing around the clock
The U1530 is a particularly versatile machine that can also be used to machine the rear sides of components if required. This makes it ideal for processing complex parts during the day shift. If the employee leaves in the afternoon, he has already quickly converted the machine with the zero point plate, started the robot and thus prepared the cell for unmanned production in the second and third shifts. If a series of cast parts is due, Fichtner also runs the cell for 24 hours at a time. If the cell is unmanned, this can take up to a week. The employee in charge of the cell also operates a 3-axis machine. On the U1530, he only has to clear out the drawers early in the morning, check the last parts produced and reload the Robobox. Thanks to the long autonomous machine times, Fichtner can also respond well to holiday periods or similar.
Completely ready in the drawer
What is surprising at first is that Fichtner only produces a small number of products with the 6-page station. "This is due to our main product, where only four to five sides need to be machined," explains the owner. "We have also managed to programme the entire machining process so that the component is finished in one clamping operation." The decisive factor for him with vice automation is therefore the flexible handling of complex parts. The example of sliding blocks shows that 6-sided machining works perfectly. "If we didn't have the 6-sided station here, we would have had to touch all 200 parts again. But this way, they were ready in the drawer." For difficult parts that need to be manufactured with high precision, Andreas Brunhofer recommends probing on the second side during 6-sided machining: "At the same time, the part can be intercepted so that it is always 100% on the facing machine," continues the automation product specialist at Gressel. "Last but not least, it is very important that cleaning takes place in the machine." In this constellation, Fichtner always has the option of unmanned complete machining for new parts.
Almost blind trust
"We are very satisfied with the automation," summarises the owner, not surprisingly. "It is easy to operate, requires no teaching of the robot, not even any special control or programming knowledge." The machining sequence is always the same, which is mapped by the Spinner Automation software. "When we produce something new, my employees now go through it with almost blind confidence." The ease of use also applies to vice automation. "For me, it's the ultimate. It allows me to handle many parts of different shapes and sizes very easily. And I don't have to make something for every part. That's why I wanted the cell." He now also receives enquiries from colleagues who do not have automation but need to produce 1000 parts. With his automation, Fichtner can do this cost-effectively and broaden his base. In particular, he can take on parts that he previously had to keep his hands off due to the handling.
Andreas Brunhofer
Product Specialist Automation
latest
articles
Everything you need to know summarised for you in a BLOG.